使用OPTIMUS與Moldflow計算在不同的射膠時間、熔膠溫度、模具表面溫度及冷卻入水溫度下最大凝固時間
流程整合
設計問題概述
應用Moldflow於塑膠元件的射出成型分析,主要於估算輸入參數對於凝固時間(freeze time)的影響。研究目的為在滿足輸出參數限制條件下能最小化元件的凝固時間。
應用Moldflow於塑膠元件的射出成型分析,主要於估算輸入參數對於凝固時間(freeze time)的影響。研究目的為在滿足輸出參數限制條件下能最小化元件的凝固時間。
模擬過程和OPTIMUS工作流程
本應用展示如何使用OPTIMUS與Moldflow計算在不同的射膠時間、熔膠溫度、模具表面溫度及冷卻入水溫度下最大凝固時間。
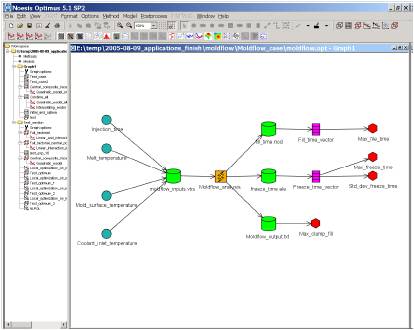
OPTIMUS與Moldflow整合之工作流
解決方案
模型
此塑膠模型是由4穴模穴與流道佈局構成的,且使用冷卻回路進行冷卻。
此塑膠模型是由4穴模穴與流道佈局構成的,且使用冷卻回路進行冷卻。
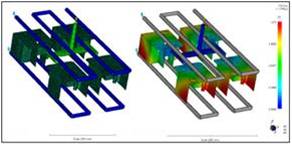
Moldflow之模型(左圖)及填充時間(右圖)
設計參數選擇與輸出結果
- 設計參數:射膠時間、熔膠溫度、模具表面溫度及冷卻入水溫度
- 優化目標:凝固時間最小化
- 限制:凝固時間之標準差、最大模壓時間及最大充填時間
總結
結果
-
最大凝固時間減少4%
-
最大填充時間、凝固時間之標準差及最大模壓時間皆能滿足所設定之條件
受益
OPTIMUS讓Moldflow的模擬過程自動化,並且找到最小化的最大凝固時間下的塑膠元件最佳的參數組合。
OPTIMUS讓Moldflow的模擬過程自動化,並且找到最小化的最大凝固時間下的塑膠元件最佳的參數組合。
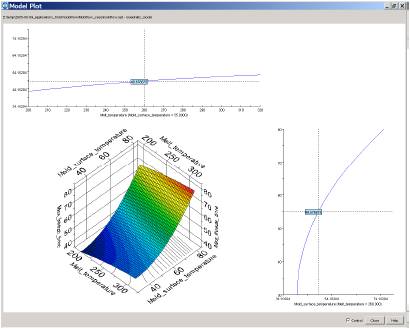
反應曲面應用於最大凝固時間與熔膠溫度及模具表面溫度之敏感度關係